Kimura Chemical Plants Co., Ltd. Wins Director-General's Award of the Agency for Natural Resources and Energy at the 51st Excellent Environmental Equipment Awards for "Energy-saving Heat Pump Ammonia Recovery System"
Kimura Chemical Plants Co., Ltd.'s "Energy-saving Heat Pump Ammonia Recovery System" received the Director-General's Award of the Agency for Natural Resources and Energy at the 51st Excellent Environmental Equipment Awards. This system efficiently recovers and reuses ammonia from ammonia-containing wastewater from chemical, food, and semiconductor factories, reducing primary energy input by approximately 81% and CO2 emissions by approximately 83%.
📋 Article Processing Timeline
- 📰 Published: April 1, 2026 at 01:30
- 🔍 Collected: April 1, 2026 at 01:06
- 🤖 AI Analyzed: April 22, 2026 at 06:45 (509h 38m after Collected)
Kimura Chemical Plants Co., Ltd. (hereinafter referred to as "the Company") has recently been awarded the "Director-General's Award of the Agency for Natural Resources and Energy" at the 51st Excellent Environmental Equipment Awards, organized by The Japan Society of Industrial Machinery Manufacturers, for its developed "Energy-saving Heat Pump Ammonia Recovery System" (hereinafter referred to as "this product"). The award ceremony was held on March 25, 2026, followed by a presentation of the award-winning equipment.
Furthermore, this product also received the "Energy Conservation Center Chairman's Award" in the Product/Business Model category at the 2024 Energy Conservation Awards (organized by The Energy Conservation Center, Japan). This result once again highly evaluates the originality, performance, economic efficiency, and future potential of our company's equipment.

🔳Overview of this Product
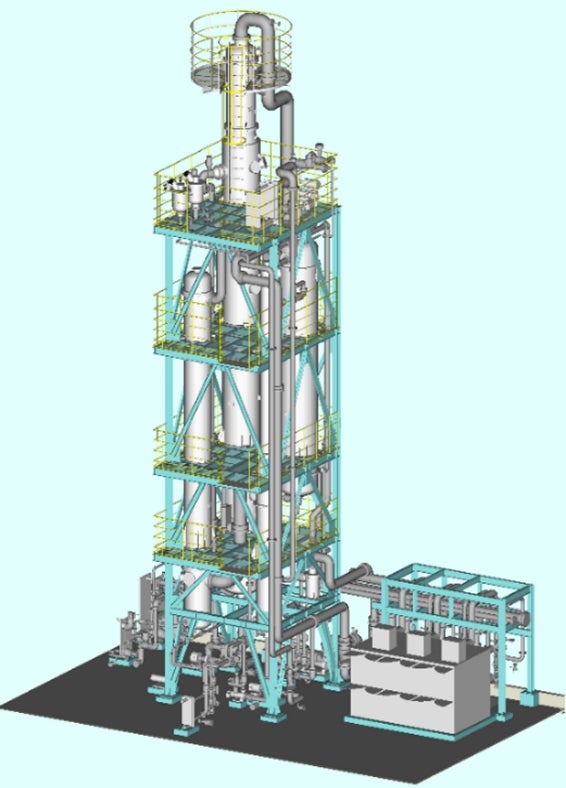
This product is equipment for recovering and reusing ammonia from ammonia-containing wastewater in chemical, food, and semiconductor factories. It consists of first and second distillation towers, various condensers, reboilers, and heat pumps. Wastewater is supplied to the first distillation tower after preheating, and the generated ammonia vapor is partially condensed in a heat recovery condenser and sent to the second distillation tower for further purification. Finally, ammonia is condensed and absorbed, recovered as 25wt% ammonia water. Meanwhile, treated water is reused for heating and preheating before being discharged at a low concentration.
Unlike conventional steam stripping methods, this system utilizes a heat pump to recover and reuse waste heat, eliminating the need for external steam and achieving high efficiency. As a result, it can reduce primary energy input by approximately 81% and CO2 emissions by approximately 83%.
Product introduction site: Heat Pump Ammonia Recovery System🔗
🔳Future Potential
Ammonia is widely used as a basic chemical, but it is also discharged in large quantities at low concentrations in wastewater from exhaust gas denitrification processes, semiconductor, and chemical fiber industries. Production continues to increase both domestically and internationally, and against the backdrop of strengthening environmental standards and the movement towards achieving carbon neutrality by 2050, the importance of efficient recovery technology is further increasing.
In the future, it is expected that the energy-saving, CO2-free heat pump ammonia recovery system will replace conventional inefficient treatment methods such as combustion and dilution. Recovered and concentrated ammonia can be used for decarbonized combustion.